不锈钢焊接是最常见的加工工艺,
S30408不锈钢做为压力容器的专用板更是经常作为压力容器的罐体、槽体的专用材料之一,焊接技术就尤为重要,通常不锈钢压力容器会对焊缝进行探伤测试,焊接会形成拉应力,焊接表面极易产生热裂纹,其原因是S30408不锈钢凝固温度区比较宽,低熔点杂质容易在晶界上高度集中,线膨胀系数大,因而冷却收缩应力大,所以不同类型的罐体选择不同的焊发很重要,
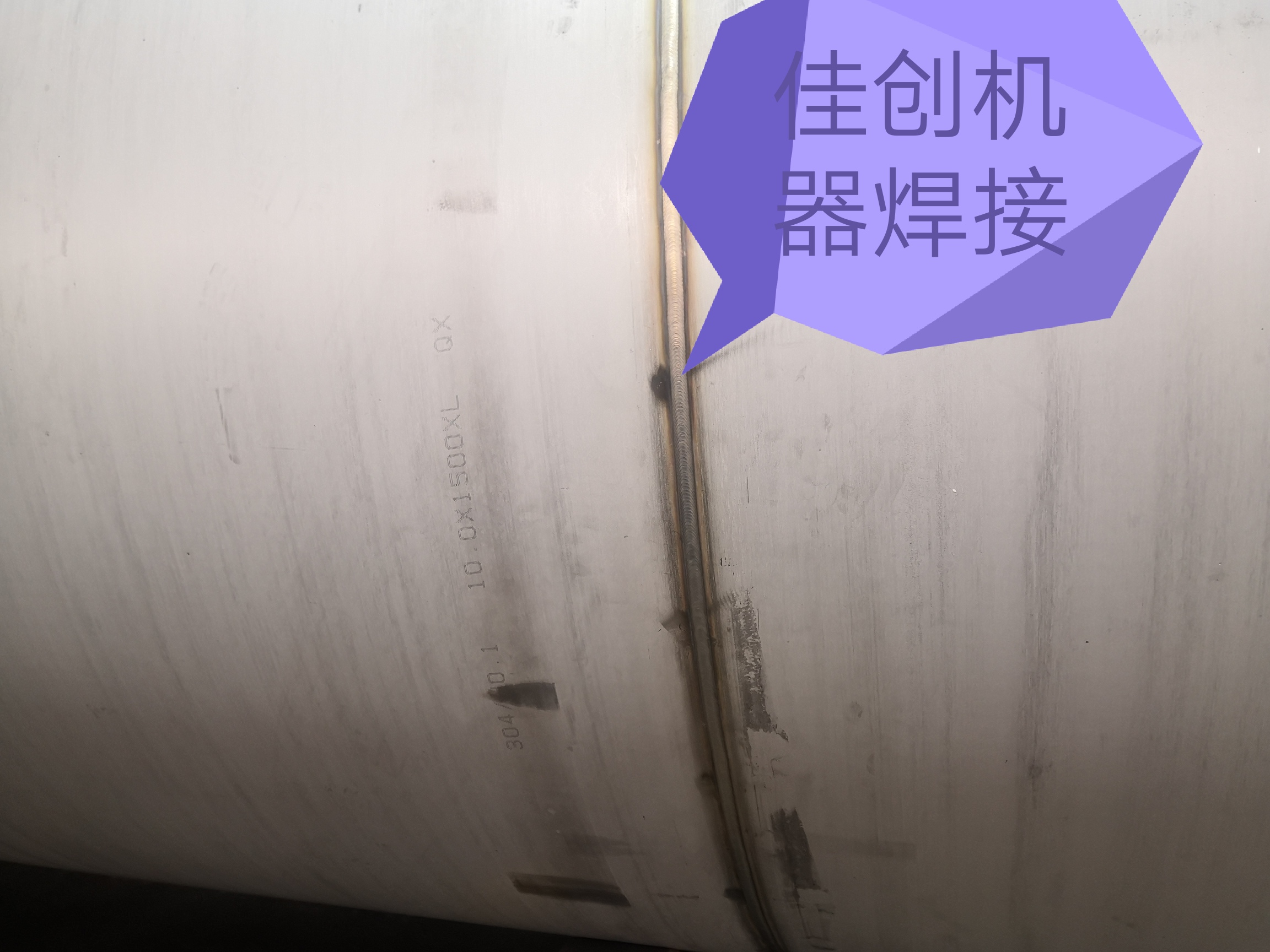
一,自动等离子焊接
自动等离子焊接优点:是能够对16mm一下的S30408不锈钢板直接穿透,不需要对不锈钢的焊口进行打坡口处理,并且能形成平整、平滑漂亮的鱼鳞状焊体,焊接操作简单,有一定焊接经验的人员即可操作,并且可通过焊缝的探伤测试,当然经验丰富者更加美观更加牢固。
缺点:自动等离子焊接只适用直线焊缝和圆弧缝,不适合焊接直角焊缝,原因是自动焊接是平面操作台,它不可以走直角线,它只能同过移动焊体来解决,但是拐角焊缝处极容易镂空通不过探伤测试,一般直角缝会配合手动氩弧焊来操作实现整个焊缝通过探伤测试。
二,手动氩弧焊
手动氩弧焊操作对焊工技术要求极高,焊工技术直接决定焊缝的平滑度和能否通过探伤测试,氩弧焊适合罐体焊、槽体焊、直线焊缝、圆弧焊缝和直角焊缝。
缺点就是对焊工有要求并且操作速度比较慢。
三,电焊俗称二保焊
二保焊类似氩弧焊全凭焊工技术通过不锈钢探伤测试,当然优缺点更氩弧焊类似。
(声明:本文未经授权不得转载)

